

در این مقاله در ارتباط با چهار آیتم اصلی در فرآیند جوشکاری هواگاز که مانومتر ، سرپیک و …است صحبت می کنیم .
آیتم اول عبارتست از سرپیک جوشکاری ، آیتم دوم رگلاتور فشار سیلندر آیتم سوم شیلنگ دو قلوی جوشکاری و آیتم چهارم سایر ابزارها و تجهیزات
آیتم اول سری جوش یا سرپیک جوشکاری
تورچ یا سرپیک جوشکاری عبارت از وسیله ای برای تولید و تنظیم شعله برای جوشکاری است .
دو نوع مشعل جوش هواگاز وجود دارد :
- سرپیک جوش پر فشار
- سرپیک جوش کم فشار
در نوع پر فشار دسته جوش حجم اکسیژن و استیلن در نازل جوش برابر هستند و از شیر تنظیم روی دسته برای متعادل کردن گازها استفاده می شود. مواد اصلی تشکیل دهنده مشعل جوشکاری از برنز یا آلیاژ مس است.
سرپیک جوشکاری شامل قطعات زیر است:
- دسته
- لوله مسی نازل جوش
- سری مسی نازل جوشکاری
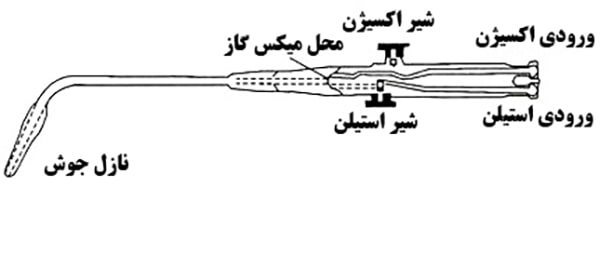
نحوه ساخت مشعل جوشکاری فشار بالا :
دسته جوشکاری وسیله ای برای نگهداری مشعل در هنگام کار است که دو مسیر برای عبور اکسیژن و استیلن در آن تعبیه شده و دو عدد شیر تنظیم برای هریک از گازها در نظر گرفته می شود. در محل اتصال نازل با دسته جوش یک مهره و میکسر قرار دارد و این محل محفظه ای برای ترکیب دو گاز است . سپس این مخلوط گاز برای ایجاد شعله به سری مسی نازل جوش ارسال می گردد ( دلیل انتخاب فلز مس ، مقاومت در برابر دمای بالا است) مشعل گازی فشار بالا قابل استفاده در فشار پایین نیست.
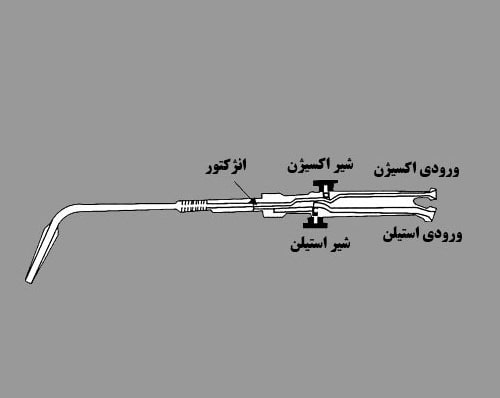
نحوه ساخت و عملکرد مشعل جوشکاری فشار پایین ( نوع انژکتوری )
در این نوع مشعل جوشکاری نیز از گاز اکسیژن و استیلن برای تولید شعله استفاده می شود با این تفاوت که گاز سوختنی فشار کمتری دارد و در نتیجه کمتر استفاده می شود. در سرپیک های جوشکاری فشار پایین در محل اتصال نازل با دسته جوش یک انژکتور قراردارد و گاز سوختنی توسط انژکتور به اکسیژن پرفشار اضافه می گردد و با فشار اکسیژن ، گاز استیلن کم فشار به محل شعله می رسد بنابراین نیاز شعله به گازهای اکسیژن و استیلن تامین می شود.
استفاده از انژکتور در این سیستم باعث جلوگیری از برگشت شعله و تو کشیدن شعله می شود. در صورت از بین رفتن بیش از حد سری مسی نازل جوش امکان برگشت شعله وجود دارد . قیمت سرپیک جوش کم فشار از نوع پرفشار بیشتر است و همچنین در صورت نیاز قابلیت استفاده در سیستم پر فشار را دارد.
برای استفاده ساده تر و کم کردن مشکلات تنظیم گازها در جوشکاری اکسی استیلن ، انژکتور تعبیه گردیده است . این انژکتور حجم مساوی از اکسیژن و گاز تامین می کند . سوراخ وسط در سیستم انژکتور ، مسیر عبور اکسیژن پر فشار است و به همین دلیل باعث ایجاد خلاء در سوراخهای کناری که محل تزریق گاز استیلن است می شود. استیلن کم فشار با اکسیژن پرفشار مخلوط و به سرعت به سر نازل جوشکاری می رسد .
در سیستم های جدید قابلیت استفاده دسته جوشکاری برای برشکاری نیز وجود دارد و کافی است به جای کمان جوشکاری از فک برشکاری استفاده نمایید. به طور مثال سرپیک جوش گلور قابلیت تبدیل به سرپیک برشکاری گلور را دارد و به دلیل تشابه محل اتصال نازل جوش و فک برش ، کافی است یکی را بردارد و دیگری را جایگزین نمایید. بنابراین هزینه خرید این نوع از محصولات جوش و برش از قیمت تمام شده در سیستم های قبلی کمتر است .
آیتم دوم : نحوه ساخت و عملکرد مانومتر در فرآیند جوشکاری
رگلاتور گاز زینسر وسیله ای برای تنظیم و کنترل فشار ورودی از سیلندر به دسته جوش است . به دلیل اینکه فشار در مخازن و سیلندر های اکسیژن و استیلن از فشار مورد نیاز جوشکاری بسیار بیشتر است داشتن مانومتر برای انواع گاز بسیار مهم است.
عملکرد مانومتر یک و دو مرحله ای در فرآیند جوشکاری :
بخش های اصلی مانومتر عبارتند از :
- فنر تنظیم فشار
- دیافراگم
- پیچ تنظیم فشار مانومتر
سایر بخشها که از اهمیت کمتری برخوردارند عبارتست از مهره مانومتر ( جهت اتصال رگلاتور به کپسول) ، سوپاپ اطمینان ( کنترل فشار خارج از محدوده ) ، شیر خروجی و مهره دنباله مانومتر و همچنین دو عدد گیج نمایشگر فشار یا درجه فشار که فشار کپسول و فشار خروجی را نمایش می دهند. طراحی و عملکرد مانومتر اکسیژن و استیلن برابر است . البته فشار مانومتر اکسیژن از فشار مانومتر استیلن بیشتر است.
مانومتر ها دو نوع هستند :
مانومتر یک مرحله ای
در این نوع از مانومتر ، گاز از محل اتصال با کپسول یا شفت مانومتر وارد می شود و درجه نمایشگر ( گیج یا مانومتر ) فشار کپسول را نمایش می دهد . سپس از طریق دیافراگم A وارد محفظه تنظیم فشار دربدنه R می شود . مقدار گاز ورودی به محفظه توسط پیچ تنظیم فشار V مشخص می شود .
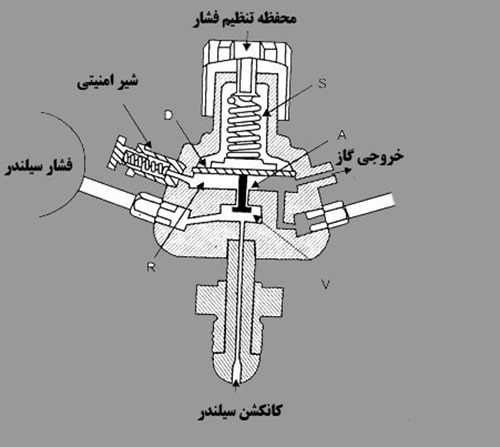
فشار داخل محفظه توسط فنر پیچ تنظیم فشار S بالا می رود تا به مقدار لازم برسد.تاثیر فنر روی دیافراگم D افزایش دهنده فشار است این افزایش باعث حرکت V می شود و تا آنجایی ادامه پیدا می کند که دیافراگم در محل A برسد و مانع ورود گاز به رگلاتور شود .
اما در سمت خروجی درجه نمایشگر فشار ، میزان خروجی گاز رگلاتور به سمت دسته جوش را نمایش می دهد . در صورت افت فشار در کپسول فنر پیچ تنظیم حرکت می کند و دریچه باز می شود و حجم بیشتری از گاز از سمت کپسول به محفظه می آید . مانومتر های یک مرحله ای برای همه نوع فعالیت جوشکاری مناسب هستند.
آشنایی عملکرد مانومتر یک و دو مرحله ای در فرآیند جوشکاری
مانومتر دو مرحله ای یا دبل استیج
مانومتر های دو مرحله ای شامل دو مجموعه از قبیل دو دیافراگم ، دو شیر و دو فنر تنظیم هستند مرحله اول خود تنظیم است و کار تنظیم و کاهش فشار ورودی از سیلندر گاز را انجام می دهد . اما هنگامی که گاز از مرحله اول وارد مرحله دوم می شود فشار توسط پیچ تنظیم برای استفاده تغییر می کند .
فشار خروجی در مانومتر های دومرحله ای بسیار باثبات تر از فشار خروجی در مانومتر تک مرحله ای است .
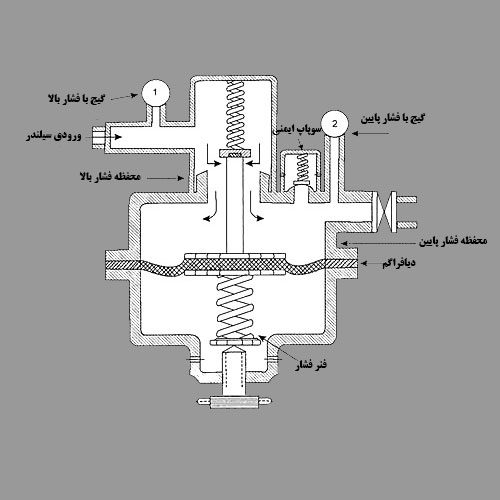
در رگلاتور دو مرحله ای ، مرحله اول بصورت اتوماتیک فشار ورودی از کپسول را کاهش می دهد و سپس فشار گاز ورودی به مرحله دوم توسط پیچ تنظیم فشار رگلاتور ، تنظیم می گردد . سوپاپ اطمینان در مانومتر دو مرحله ای در صورت دریافت فشار خارج ار محدوده عمل می کند تا فشار به حد نرمال بازگردد.
بدنه رگلاتور دومرحله ای از برنج ریخته گری شده و سوپاپ اطمینان ساخته شده تا احتمال انفجار کاهش یابد .
برای تشخیص مانومتر اکسیژن توجه داشته باشید رنگ آن معمولا آبی و مهره اتصال به کپسول آن راست گرد است و مانومتر استیلن معمولا زرد رنگ و مهره اتصال آن چپ گرد است
عملکرد مانومتر یک و دو مرحله ای در فرآیند جوشکاری فرق هایی دارند که ما در این مقاله به آن ها پرداختیم
شما میتوانید برای مشاوره و اطلاعات بیشتر با مشاورین ما تماس بگیرید